





- 74 高校采購信息
- 3295 科技成果項目
- 0 創新創業項目
- 0 高校項目需求
精準能量調控點環光斑激光加工頭


【研究背景】
圖1所示高斯光斑、平頂圓光斑和環形光斑作用在材料上的光強與溫度場分布示意圖,常規高斯光束能量分布不均勻,中心能量強邊緣能量弱,使用高斯分布聚焦光斑進行激光焊接時,由于光斑中心部分吸收的激光能量高,材料容易熔化氣化蒸發,從而產生飛濺、形成凹陷和空洞等缺陷。平頂光斑作用在材料上時,用于熱傳導的作用,還是會造成中心與邊緣的溫度場分布不均勻,焊接熔深呈現月牙分布。控制飛濺、凹陷和空洞等缺陷的關鍵因素是控制激光束的能量分布,減少中心材料溫度和以及焊點中心和邊緣的溫度差。合理設計的環形光斑,有利于獲得相對均勻性的溫度場分布和相對均勻的熔深分布,減少飛濺、凹陷和空洞等焊接缺陷,是目前高端激光焊接應用的一個技術發展方向。

圖1 不同光斑的光強分布和在材料上的溫度場分布
【痛點問題】
現有基于擺動掃描方式和點環形模式可調光纖激光器,在一定程度上解決了激光焊接的飛濺問題,但是存在結構復雜,設備制造成本和維護成本高,而且不太適合高精密或大功率厚板的激光焊接。
【解決方案】
本成果從激光光學聚焦頭的設計上,提出了申請專利技術的基于衍射光學元件和折射光學元件的環形光斑或點環產生方法,結構設計靈活方便,可適用于高精密激光焊接、高反射材料加工和高功率厚板激光焊接。
(1)基于衍射光學元件的環形光斑產生方法
為了解決能量分布不均勻以及光束敏感性的問題,本成果通過螺旋相位板產生渦旋光束來獲得環形光斑進行焊接。螺旋相位板是一種具有固定折射率的透明板,其一面是平面結構,相對面具有螺旋形狀結構,類似于旋轉臺階,如圖2所示。

圖2 螺旋相位板結構
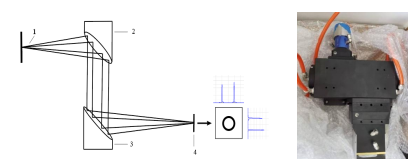
螺旋相位板其厚度隨著方位角的變化而變化。高斯分布的激光束從螺旋相位板平面端面入射,光束中心與螺旋相位板中心對齊,出射的光束相位被改變,附加一個螺旋相位因子,能量分布變為環形分布,出射的光束變為渦旋光束,其中l為渦旋光束的拓撲荷數,影響渦旋光束能量較低區域的大小。螺旋相位板的臺階高度通常為微米量級,并且初始光束都是通過擴束系統擴束的,基本沒有發散,因此,螺旋相位板對光束光強基本沒有衰減,而只是改變光束的相位。利用螺旋相位板產生的渦旋光束解決了能量分布均勻性的問題,同時用螺旋相位板產生的渦旋光束的穩定性好,環形的能量分布特點,不容易受到外界其他因素影響,可以較為穩定地保持光斑均勻性。本成果具體產生渦旋光束的光路圖如圖3所示。表1給出了不同拓撲數渦旋光束的光場分布。

圖3 產生渦旋光束的光路圖
表1 不同拓撲數渦旋光束的光場分布
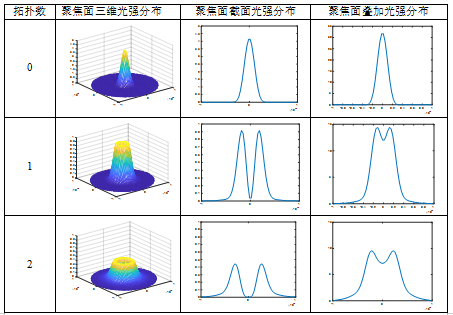


本成果設計加工了產生渦旋光束的衍射光學元件,通過組合獲得了不同拓撲數的渦旋光束,圖4給出實驗生產的渦旋光束,相對其他方法產生的環形光斑,采用渦旋光束方式產生環形光斑的好處是,離開焦面還能保持環狀光強分布。除了在激光增材制造有用外,這種光束未來在切割、焊接、打孔等方式都有應用,可以獲得更好的溫度場分布和更好的激光加工效果。
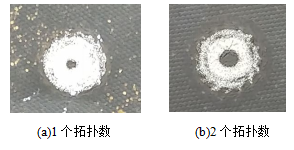
圖4 實驗生產的渦旋光束
(2)基于折射光學元件的環形光斑或點環光斑產生方法
圖5為基于折射光學元件的環形光斑的產生方法,包括透射式的和全反射式的結構,后面根據不同的焊接溫度場分布設計不同組合的環形光斑。

(a)三鏡方案
(b)兩鏡方案
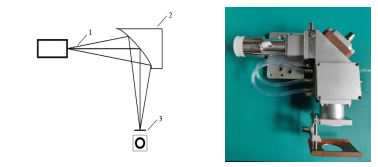
(c)單鏡方案
圖5 基于折射光學元件的環形光斑的產生方法
1.新能源領域的銅材、鋁材等高反材料的激光焊接;
2.汽車零部件和車身的高質量激光焊接;
3.對焊接質量要求高的不銹鋼等金屬材料的激光焊接;
4.船舶、核電等行業的厚板激光焊接。
精準能量調控的點環光斑激光加工頭完成了理論仿真設計,開發了基于透射式和反射的點環光斑原理樣機,并進行了部分工藝實驗,后期僅需要根據應用場鏡進行工藝優化。
精準能量調控的激光加工系統,不僅可以大幅降低激光焊接過程中的飛濺空洞缺陷,而且能夠穩定熔池,提高焊接過程的工藝穩定性。目前,眾多激光廠家都是通過研發芯環多層光纖來獲得點環光斑用于焊接,設備成本高,使用維護困難。本成果在普通切割版光纖激光器上,通過開發精準能量調控點環光斑激光加工頭,不僅大幅降低設備成本,而且可以通過更換光學鏡片,調節點環光斑的尺寸參數,適應性更強。未來在汽車制造、新能源、3C電子、船舶、核電等行業有廣泛的應用前景。

掃碼關注,查看更多科技成果